Hogyan készülnek a vezetékek és kábelek?
Egy gyártósor felépítése
- 1 Leadó, akkumulátor
- 2 Extruder, hűtővályú
- 3 Kihúzó, felcsévélő
- 4 Egyéb eszközök, gépek és berendezések
1 Leadó és akkumulátor
-
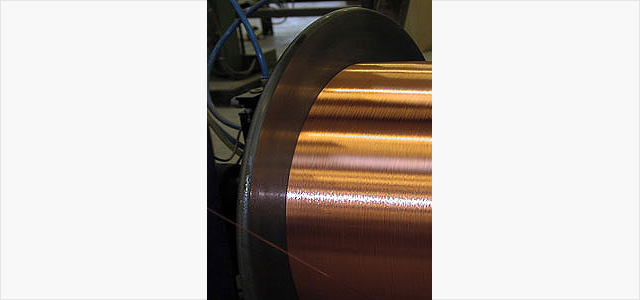 Vasdobon van a réz alapanyag, ha érszigetelés készül, sodrat van műanyag-, vagy vasdobon, ha köpenyezni kell. A dobot forgató villanymotor akkumulátoros fordulatszám szabályozás alatt áll.
Vasdobon van a réz alapanyag, ha érszigetelés készül, sodrat van műanyag-, vagy vasdobon, ha köpenyezni kell. A dobot forgató villanymotor akkumulátoros fordulatszám szabályozás alatt áll.
-
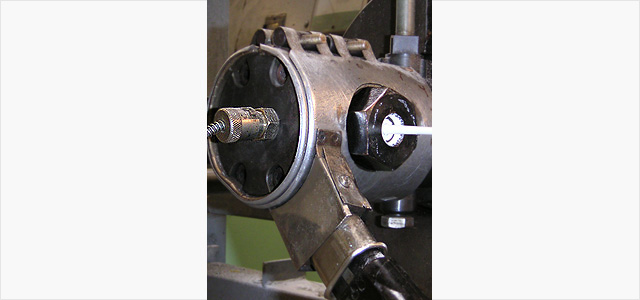
 Szabályozó berendezés, melyre szükség van, hogy a készülő vezeték, illetve a kábel ne szakadjon el. Ha feltételezzük az állandó gyártási sebességet, ami a leadó dobján, a leszedés magasságában, állandó kerületi sebességet jelent, az idő múlásával a fogyó dobot egyre gyorsabban kell forgatni. Ezt a szabályozást végzi el a leadó akkumulátora. Az alsó tárcsasor csapágyakon mozog fölfelé és lefelé, a hozzá csatlakoztatott helyzetérzékelő szenzor adja a szabályozó jelet a motorvezérlő elektronikának.
Szabályozó berendezés, melyre szükség van, hogy a készülő vezeték, illetve a kábel ne szakadjon el. Ha feltételezzük az állandó gyártási sebességet, ami a leadó dobján, a leszedés magasságában, állandó kerületi sebességet jelent, az idő múlásával a fogyó dobot egyre gyorsabban kell forgatni. Ezt a szabályozást végzi el a leadó akkumulátora. Az alsó tárcsasor csapágyakon mozog fölfelé és lefelé, a hozzá csatlakoztatott helyzetérzékelő szenzor adja a szabályozó jelet a motorvezérlő elektronikának.
2 Extruder és hűtővályú
-
 Itt kap a rézvezető érszigetelést, illetve a kábel köpenyszigetelést. Az extruder (csigás tömlőzőgép) a gyártásra merőlegesen szállítja az olvadt állapotú szigetelő anyagot. Ez lehet PVC, PE vagy halogénmentes poliolefin. Elektromos fűtőtestek melegítik fel 160-190 °C-ra és nagy nyomáson, közel 200 báron préselődik át a keresztfejszerszámba, amely körkörösen teszi rá a rézvezetőre vagy az érkötegre. A gyártósorban az extrudernek van a legösszetettebb és a legbonyolultabb elektronikája.
Itt kap a rézvezető érszigetelést, illetve a kábel köpenyszigetelést. Az extruder (csigás tömlőzőgép) a gyártásra merőlegesen szállítja az olvadt állapotú szigetelő anyagot. Ez lehet PVC, PE vagy halogénmentes poliolefin. Elektromos fűtőtestek melegítik fel 160-190 °C-ra és nagy nyomáson, közel 200 báron préselődik át a keresztfejszerszámba, amely körkörösen teszi rá a rézvezetőre vagy az érkötegre. A gyártósorban az extrudernek van a legösszetettebb és a legbonyolultabb elektronikája.
-
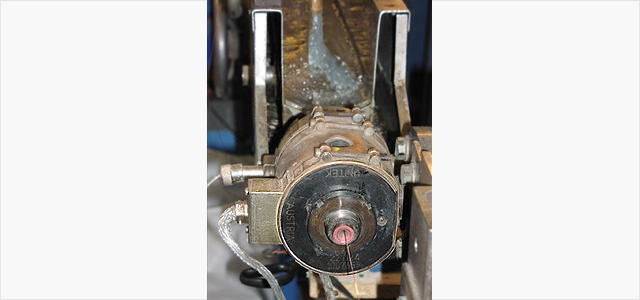 Kész vezeték vagy kábel jön ki az extruder keresztfejszerszámból, csak le kell hűteni. A termék hűtővályúba kerül, melyben szivattyúk hideg vizet keringtetnek. A vezeték vagy a kábel közel 200 °C-os hőmérséklete 15-20 méter megtétele után már kézmelegre csökken. Az intenzív hűtésre szükség is van, hiszen a vezeték, a gyártási sebességtől függően, 2-3 mp alatt meg is teszi ezt a távolságot. A hűtővályú után a vizet sűrített levegővel leszárítják és a termék a kihúzóba kerül.
Kész vezeték vagy kábel jön ki az extruder keresztfejszerszámból, csak le kell hűteni. A termék hűtővályúba kerül, melyben szivattyúk hideg vizet keringtetnek. A vezeték vagy a kábel közel 200 °C-os hőmérséklete 15-20 méter megtétele után már kézmelegre csökken. Az intenzív hűtésre szükség is van, hiszen a vezeték, a gyártási sebességtől függően, 2-3 mp alatt meg is teszi ezt a távolságot. A hűtővályú után a vizet sűrített levegővel leszárítják és a termék a kihúzóba kerül.
3 Kihúzó és felcsévélő
-
 A kihúzó tartja mozgásban a gyártósort. Rugók vagy pneumatikus munkahengerek, mozgó gumiszalagok közé szorítják a vezetéket vagy kábelt, így továbbítva a felcsévélőre. A kihúzó sebessége egyben a gyártási sebesség. A gyártási folyamat addig marad fenn, amíg ki nem fogy a leadóból az alapanyag, vagy az extruderből a szigetelő anyag, feltéve, ha nincs áramszünet.
A kihúzó tartja mozgásban a gyártósort. Rugók vagy pneumatikus munkahengerek, mozgó gumiszalagok közé szorítják a vezetéket vagy kábelt, így továbbítva a felcsévélőre. A kihúzó sebessége egyben a gyártási sebesség. A gyártási folyamat addig marad fenn, amíg ki nem fogy a leadóból az alapanyag, vagy az extruderből a szigetelő anyag, feltéve, ha nincs áramszünet. -
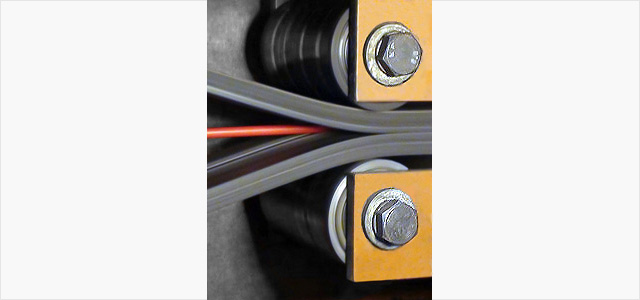
 A felcsévélő villanymotorja, a leadóhoz hasonlóan működik, viszont ebben az esetben az idő múlásával a hízó dob fordulatszámát, a felcsévélő saját akkumulátora, folyamatosan csökkenti, hogy a csévélés magasságában a kerületi sebesség állandó maradjon. A képen látható keréktárcsa a szálvezető, amely a motor forgásával szinkronban jár a dob két pereme között, biztosítva az egyenletes csévélést.
A felcsévélő villanymotorja, a leadóhoz hasonlóan működik, viszont ebben az esetben az idő múlásával a hízó dob fordulatszámát, a felcsévélő saját akkumulátora, folyamatosan csökkenti, hogy a csévélés magasságában a kerületi sebesség állandó maradjon. A képen látható keréktárcsa a szálvezető, amely a motor forgásával szinkronban jár a dob két pereme között, biztosítva az egyenletes csévélést.
4 Egyéb eszközök, gépek és berendezések
- Lényeges része a gyártósornak az elektromos ellátást biztosító elosztó szekrény. Az áramfelvétel, a 3x400 V-os hálózatról, akár 3x200 Amper is lehet.
- A gépsorban fontos feladatot lát el a feszültségvizsgáló, az átmérő mérő, a centrikusságmérő, a légkompresszor, a vízszivattyú vagy a kábel feliratát készítő inkjet (tintasugaras) nyomtató.
- A gépsorokon kívűl, a komplex gyártási folyamat szerves részét képezik a kábelek sodratát készítő berendezések, a rézhúzó gépek, a tűzálló kábelek MICA tekercselő gépei, valamint a készterméket előállító csomagoló berendezések.